


Raised Floor System
Maytech’s raised floor systems: Engineered for cleanrooms and data centers, offering enhanced airflow management, cable organization, and structural durability to meet the highest industry standards.

Maytech Cleanroom Manufacturing Sdn Bhd, a Malaysian company incorporated in 2018, began operations in a rented semi-detached factory in Nilai. As the business grew, Maytech relocated to a larger, state-of-the-art facility in Mantin in 2023, expanding its manufacturing capabilities to meet increasing market demand.
Maytech Cleanroom Manufacturing Sdn Bhd is specializes in special environment’s architectural system, such as cleanroom, special designed storage environment, cold room, data center and external wall.

Maytech supplies various type of partition system, ceiling system & special designed equipment.
Our product ranges applied and suitable for Semiconductor industry, Pharmaceutical industry, Food & Beverage Industry, Biotechnology Industry, Tissue Culture Lab Industry, Controlled Environment Storage Environment & Data Center.
Our product is fully comply to Local Authority Standard (such as BOMBA & SIRIM) & International Standard requirement (such as FDA, cGMP, HACCP & FM approval). We are providing one-stop solution includes engineering, supplies, deliveries and installation services to our clients.




Maytech Cleanroom Manufacturing Sdn Bhd, a Malaysian company incorporated in 2018, began operations in a rented semi-detached factory in Nilai. As the business grew, Maytech relocated to a larger, state-of-the-art facility in Mantin in 2023, expanding its manufacturing capabilities to meet increasing market demand.
Maytech Cleanroom Manufacturing Sdn Bhd is specializes in special environment’s architectural system, such as cleanroom, special designed storage environment, cold room, data center and external wall.
Maytech supplies various type of partition system, ceiling system & special designed equipment.
Our product ranges applied and suitable for Semiconductor industry, Pharmaceutical industry, Food & Beverage Industry, Biotechnology Industry, Tissue Culture Lab Industry, Controlled Environment Storage Environment & Data Center.
Our product is fully comply to Local Authority Standard (such as BOMBA & SIRIM) & International Standard requirement (such as FDA, cGMP, HACCP & FM approval). We are providing one-stop solution includes engineering, supplies, deliveries and installation services to our clients.



Maytech’s raised floor systems: Engineered for cleanrooms and data centers, offering enhanced airflow management, cable organization, and structural durability to meet the highest industry standards.
Maytech’s external wall systems: Designed for cleanrooms, cold rooms, and specialized storage environments, providing exceptional insulation, moisture control, and long-term reliability in critical applications.

Maytech’s data center solutions: Custom-designed architectural systems that ensure optimal temperature, airflow, and particulate control, delivering reliable environments for critical data center operations in diverse industries.

Maytech's ceiling systems: Innovative, versatile, and compliant for diverse cleanroom applications in critical industries.

Maytech's Wall Partition Systems: Innovative, flexible solutions for cleanroom environments, catering to a range of industries.

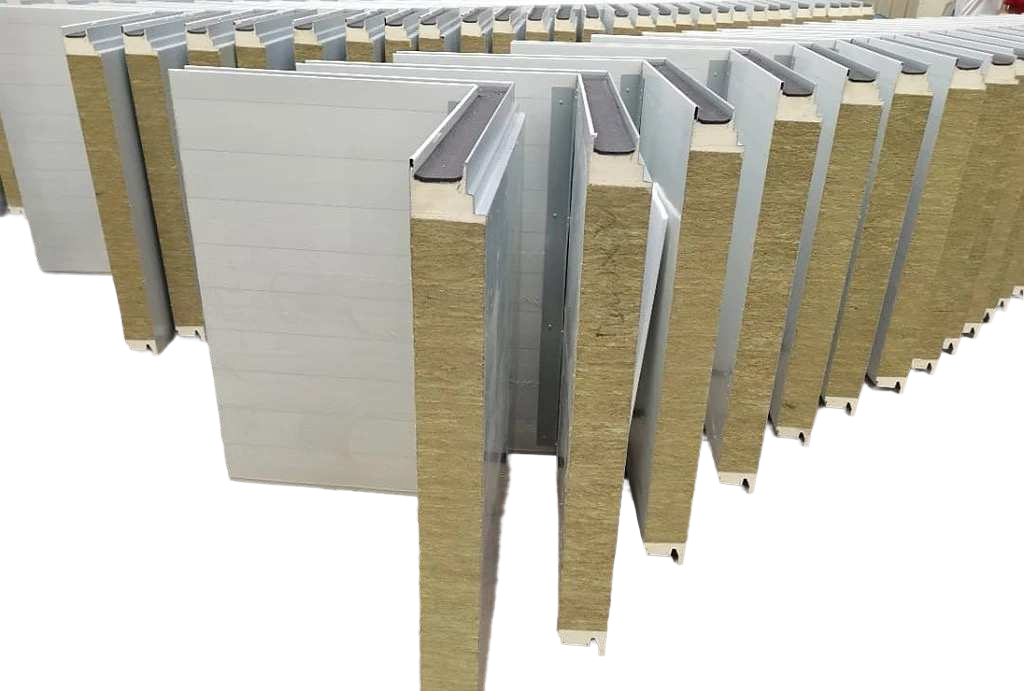
Maytech's Panels and Tongue & Groove Series: Expertly crafted for cleanroom environments, offering superior sealing and diverse core material options.

Maytech's Windows Series: Versatile, integrated window systems for cleanrooms, featuring single and double glazing options.

Maytech's Doors Series: Custom-designed, high-quality doors for cleanroom applications in semiconductor and pharmaceutical industries.

Maytech's cleanroom equipments: Advanced, customizable solutions for sterile environments in critical industries.








